1.1. Quy trình công nghệ gia công chi tiết
– Quy trình công nghệ gia công là các bước để thay đổi hình dạng và kích thước của phôi hoặc bán thành phẩm.
– Lập quy trình công nghệ gia công hợp lý giúp tiết kiệm vật liệu, thời gian gia công và giảm phế phẩm.
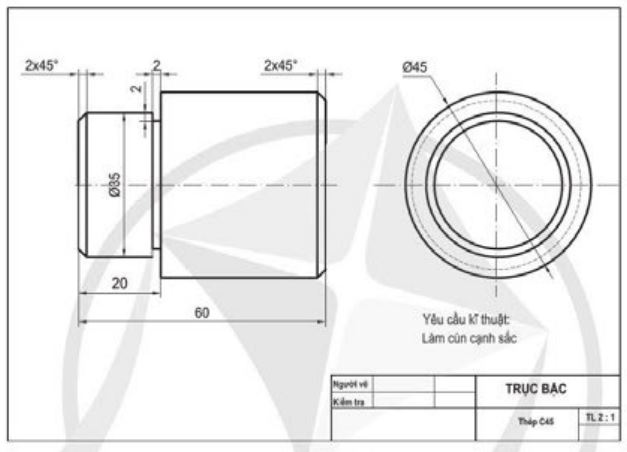
Hình 9.1. Bản vẽ chi tiết trục bậc
– Các bước cơ bản để lập quy trình công nghệ gia công một chi tiết đơn giản (hình 9.2):
+ Nghiên cứu bản vẽ chi tiết: Xác định đặc điểm cấu trúc, chức năng, yêu cầu kỹ thuật,… để lựa chọn phôi và xác định thứ tự gia công.
+ Lựa chọn phôi: Chọn vật liệu, kích thước và phương pháp chế tạo phôi phù hợp.
+ Xác định thứ tự gia công: Đưa ra thứ tự gia công hợp lý đảm bảo chất lượng với chi phí thấp nhất.
+ Lựa chọn thiết bị, dụng cụ gia công: Chọn thiết bị, đồ gá, dụng cụ phù hợp với yêu cầu kỹ thuật và năng suất.
+ Lựa chọn chế độ cắt: Chọn chế độ cắt phù hợp để đạt độ chính xác gia công theo vật liệu, phương pháp gia công, dụng cụ cắt,… bao gồm chiều sâu cắt, lượng tiến dao và vận tốc cắt.

Hình 9.2. Các bước cơ bản lập quy trình công nghệ gia công
1.2. Ví dụ lập quy trình công nghệ gia công chi tiết
– Lập quy trình công nghệ gia công chi tiết trục bậc ở hình 9.1.
Bước 1: Nghiên cứu bản vẽ chi tiết
– Chi tiết có dạng trục, bề mặt tròn xoay, phù hợp với phương pháp tiện.
– Chế tạo từ thép carbon.
– Yêu cầu chất lượng bề mặt và độ chính xác gia công không cao.
– Sản lượng gia công ít, phù hợp với sản xuất đơn chiếc.
Bước 2: Chuẩn bị phôi
– Để giảm thời gian gia công, phôi được lựa chọn là thép cán có kích thước 048 X 62 mm (hình 9.3) và chuẩn bị bằng phương pháp cắt đứt.
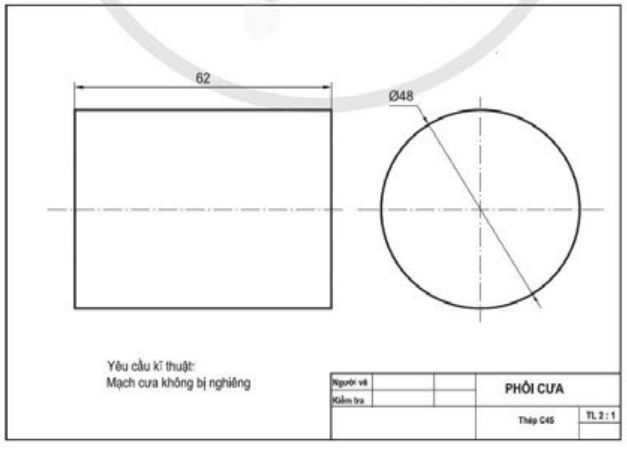
Hình 9.3. Bản vẽ phôi
Bước 3: Xác định thứ tự các nguyên công
– Với hình thức tổ chức sản xuất đơn chiếc nên quy trình công nghệ gia công phù hợp với phương thức tập trung nguyên công theo trình tự như sau:
1, Tiện mặt đầu
2, Gia công kích thước trụ ngoài Ø45 × 40 mm
3, Tiện vát mép 2 × 450mm
4, Đảo đầu và tiện mặt phẳng đạt kích thước chiều dài 60 mm
5, Tiện kích thước trụ ngoài Ø35 x 20 mm
6, Tiện mép 2 × 45° mm
7, Tiện rãnh 2 × 2mm
Bước 4: Lựa chọn thiết bị và dụng cụ gia công
– Thiết bị gia công cho tất cả các nguyên công là máy tiện vạn năng T616.
– Dụng cụ gia công: dao tiện ngoài, dao tiện đầu cong 45° và dao tiện cắt rãnh gắn mảnh.
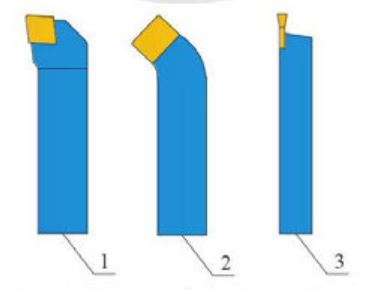
Hình 9.4. Dụng cụ cắt lựa chọn sử dụng
1. Dao tiện ngoài, 2. Dao tiên đầu cong 45 3. Dạo tiên cắt rãnh
Bước 5: Xác định chế độ cắt
– Căn cứ vào yêu cầu kỹ thuật trên bản vẽ hình 9.1, chế độ gia công của máy trên T616, kích thước phôi,… chế độ gia công được xác định như sau:
+ Chiều sâu gia công (t): tiện tại ngoài t = 1.5 mm; tiện mặt đầu t = 1 mm; tiện vát mép và cắt rãnh t = 2 mm.
+ Số vòng quay trục chính (n): tiện căt rãnh n = 315 (vòng/phút); các bề mặt còn lại n = 630 (vòng/phút).
+ Lượng chạy dao (S): tiện cắt rãnh s = 0.03 (mm/vòng); các bề mặt còn lại s = 0.2 (mm/vòng).